
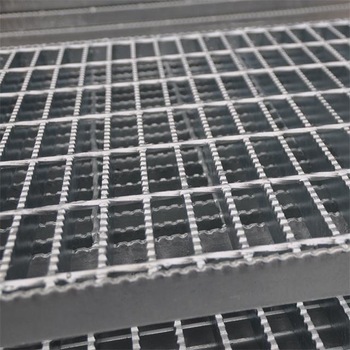
ක්රියාවලි නිර්මාණයවානේ දැලකමුල් තහඩුවේ ප්රමාණයට අනුව පත්රයේ ජ්යාමිතික තොරතුරු සකස් කිරීමයි.වානේ දැලක නිෂ්පාදනය කරනු ලබන්නේ බෙයාරින් බාර් සහ හරස් බාර් සමඟිනි.අවසාන ඉලක්කය වන්නේ කැපුම් සැලැස්ම ද්රව්යවල උපයෝගිතා අනුපාතය සහ ඉහළ නිෂ්පාදන කාර්යක්ෂමතාව සැලකිල්ලට ගැනීමයි.වානේ දැලක ක්රියාවලිය ගැලපීමේ මූලධර්මවලට ප්රධාන වශයෙන් පහත සඳහන් අංග ඇතුළත් වේ:
1. සියල්ලඑමවානේ දැලකසම්පූර්ණ තහඩු ප්රමාණය හෝ සම්පූර්ණ තහඩු ප්රමාණයට වඩා වැඩි නම් මනාප ලෙස ගැලපේඑමදිග. ගැලපෙන ප්රමාණය හැකිතාක් කුඩා සහ ඒකාකාර වන අතර දිග පරාසය මීටර් 5-7ක් ඇතුළත පාලනය වේ.
2. පටු පුවරු කුඩා සංඛ්යාවක් පළල අනුපිළිවෙලින් විශාල සිට කුඩා දක්වා හෝ කුඩා සිට විශාල දක්වා සකස් කළ හැකි අතර, පසුව ඒවා දිග අනුව සමාන්තරව එකට ඒකාබද්ධ කළ හැකිය.
3. පළල පිටාර ගලන විට, දාර එතීමේ වෙල්ඩින් ක්රියාවලිය සිදු කිරීම සඳහා අමුද්රව්ය හරස් තීරුව භාවිතා කරන්න, තහඩුව වෙන වෙනම වෑල්ඩින් නොකරන්න.
4. ද්විත්ව තීරු වෙල්ඩින් යන්ත්රය සෑම අවස්ථාවකදීම හරස් තීරු 2ක් තද කර වෑල්ඩින් කරන අතර, ඔත්තේ සංඛ්යාව තිබිය නොහැක.
5. පුවරුව සහ පුවරුව අතර ගැලපීම කියත් මාර්ගයේ ප්රමාණය රඳවා ගත යුතුය. එය ප්රමාණවත් නොවේ නම්,එමහරස් තීරුව ඉවත් කළ යුතුයි.
6. චිත්ර කට්ටලයක් දැඩි ලෙස වර්ගීකරණය කළ යුතුය. බහු චිත්ර වර්ග මීටර් 200 ඉක්මවන්නේ නම්, මෙම චිත්ර එකට ගැලපිය යුතුය. ප්රමාණය වර්ග මීටර් 200 ට වඩා අඩු වූ විට, එය කුඩා ප්රමාණයේ චිත්ර සමඟ ගැලපෙන ලෙස සැලකිය හැකිය.
7. විශේෂ හැඩැති වානේ දැලක සඳහා, ද්රව්ය ඉතිරි කර ගැනීම සඳහා විසුරුවා හැරීම සහ බට් සන්ධිය සලකා බැලීම අවශ්ය වේ.
8. මිලිමීටර් 60 ක පැතලි වානේ පරතරයක් සහිත තහඩු සඳහා, අමුද්රව්ය නිෂ්පාදනය සඳහා මිලිමීටර් 30 ක පරතරයක් සහිත පනා ක්ලිප් භාවිතා කළ හැකිය.
පළ කිරීමේ කාලය: ජූලි-21-2022